

Is a 2-Axis CNC Lathe Enough?
Whether they visited IMTS or not, anyone who turns parts for a living knows there’s an entire new breed of machine tool coming down the pipe, one that’s making shops everywhere take a hard look at their turning operations. They’re known as mill-turn lathes, and sometimes multitasking machines—whatever you call them, these ultra-complex, twin-spindle, dual-turret, automatic tool-changing, do-everything CNC lathes are surely the most-efficient way to produce a wide variety of complex machined parts.

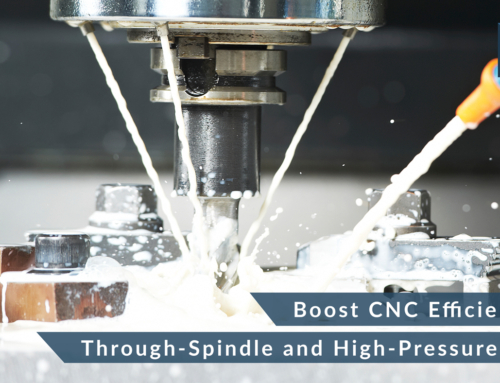
Sub-Spindle Equipped CNC Turning Center
Sometimes, however, a simpler solution is called for: the basic two-axis CNC lathe.
Don’t get me wrong, Kent CNC manufactures and sells more than its fair share of mill-turn lathes, machines that are increasingly indispensable to anyone supplying parts to the aerospace, medical, power generation, and other demanding industries. They reduce work-in-process, improve part quality, and if tooled properly, shorten overall setup times as well. But there are also many situations where they’re…well, a little overkill. And compared to a “plain Jane” two-axis CNC lathe, they’re a fair bit more expensive. Do you really need one?
Consider a job for several dozen washer-like spacers. Simple, right? But unless you enjoy boring repetitive work, that’s way too many parts for a manual lathe. It’s also, as I said, overkill for a mill-turn machine. This and countless other part examples fall into the same easy-peasy, let’s just get ‘er done bucket, including flanges, adapters, fittings, bearing housings, and more. Even parts that have a couple cross-holes here or a pair of keyways there might be better suited for a two-axis CNC lathe, despite the fact that it will require a secondary operation and a fixture to hold them.
So what do you look for in a basic two-axis CNC lathe?
- For starters, stay away from welded steel or light-duty construction—you want a machine with a single-piece, 45° slant bed Meehanite casting as its base.
- The ways should be wide enough to support heavy cutting, and precision-ground and hardened for long-term accuracy.
- You’ll also want a programmable tailstock, a fast, heavy-duty turret, an industry-leading CNC control, and because you’re going to be making lots of chips, be sure to choose a machine with a robust coolant system and a chip conveyor.
- Finally, look for a lathe with absolute encoders. They eliminate the need to home the machine, and prevent any mishaps. It’s a great feature that wasn’t available when CNCs first hit the market.
There’s definitely a place for mill-turn machines. In fact, Kent CNC gives customers the option of adding live-tools, a sub-spindle, and Y-axis milling to its KLR-series turning centers, machines that come standard with everything just described. Maybe that’s the road you want to take, maybe not—it all depends on your part mix, the job quantities, and budget. Give us a call if you want to discuss it, but remember this: for many jobs, you can’t beat a good two-axis lathe.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}