

Let’s pretend you just bought a KVR-series machining center from Kent USA. Furthermore, your shop cuts tons of aluminum, so you opted for the 20,000 rpm high-speed spindle option. Great idea. What’s not so great is overlooking the need for toolholder balancing at these speeds. That’s because an unbalanced toolholder will not only shorten tool life, it might just shorten the life of your machine spindle as well, and that means big bucks. Read on.

How Fast is Fast?
Toolholder balancing could be a waste of time. Many industry experts will tell you that it’s unnecessary at 20,000 rpm. “Don’t bother until you hit spindle speeds of 30,000 or higher,” they say. Others suggest that shops will enjoy longer tool life and better part finish by balancing at just 8000 rpm, although these folks are admittedly in the minority.
Who’s right? Depending on the size of the milling tool and how far it sticks out of the holder, they both are. Think of it like balancing a car tire. The farther the source of imbalance sits from the center of rotation, the worse the wobble. Further, the faster you drive, the more important it is to have balanced wheels and tires. Toolholders are no different. A bit of imbalance in a 2″ diameter shell mill in an extended-length holder will be far worse than with a short, stubby ER-16 collet chuck, especially when you spin the holder up to maximum speed.
The Toolholder Balancing Act
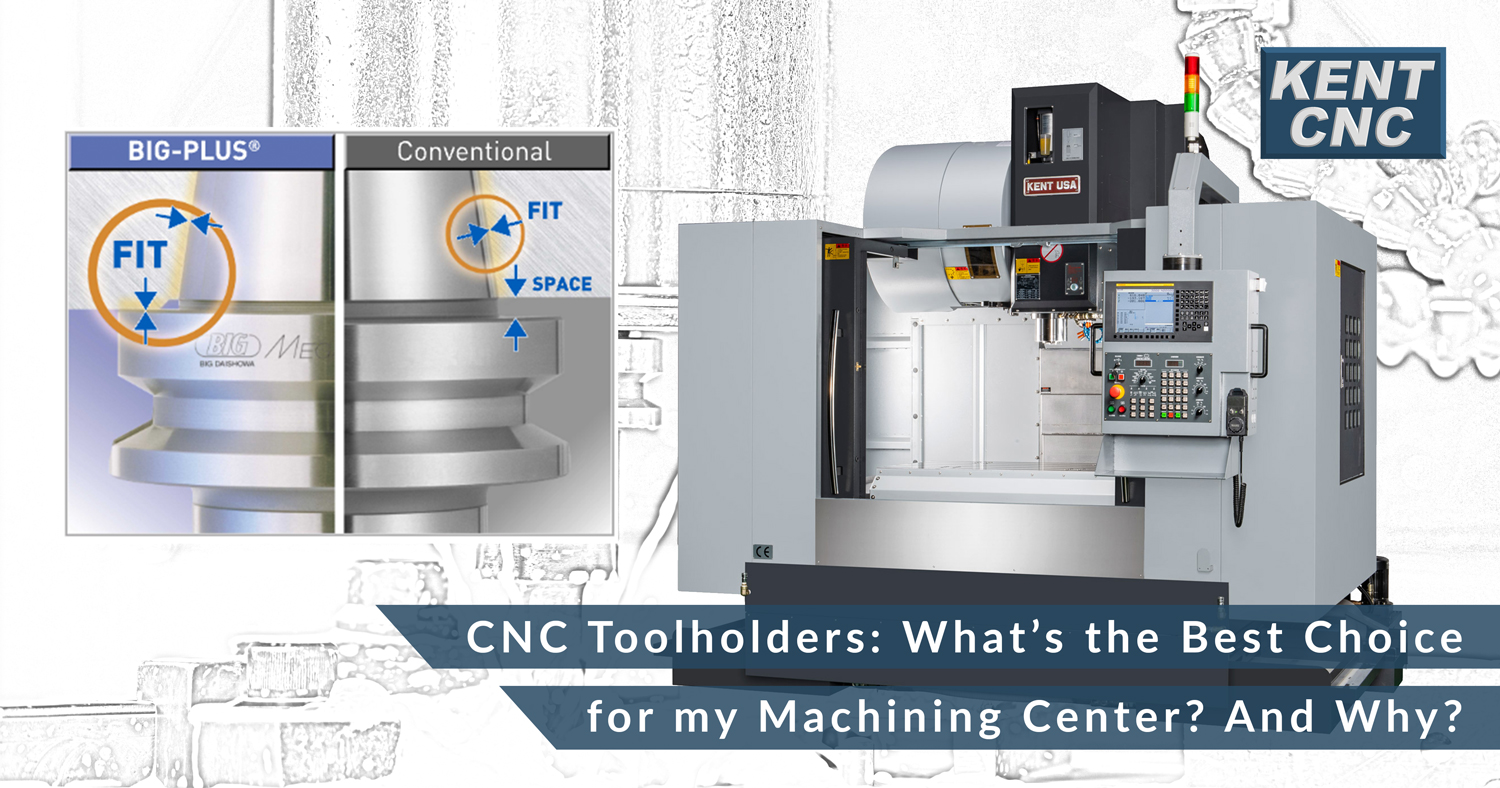
Dig into the science of toolholder balancing and you’ll quickly run into the terms G2.5 and G6.3. We won’t get into the science behind it here except to say that G2.5 is the maximum out-of-balance condition for any toolholder running at 20,000 rpm. Go beyond this and you might be replacing spindle bearings sooner than you’d like. That statement’s true for any brand of CNC machining center, ours included.
The advice here is simple. For a 20,000 rpm spindle, always buy pre-balanced toolholders. Considering the small cost difference, that’s probably good advice for 10,000 rpm spindles as well. And for shops that redline all the time, or who run long or large tools at high spindle speeds, consider investing in a balancing machine. It doesn’t take long to true up even the most truculent of toolholders, and you might just find that tools last longer and parts look prettier. best of all, your spindle will thank you.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}