

High-Speed Machining: Four Ways to Increase Productivity and Cut Costs
Hogging with a high-speed steel corncob cutter was once considered the best way to remove lots of material quickly. No longer. The techniques that work well on a manual knee mill have no place on CNC machining centers. Instead, machinists should apply lighter radial depths of cut, full-length axial cutter engagement, and significantly faster feedrates. It’s called high-speed machining, and if you’re not doing it, you’re missing out on some big productivity gains.
High-Speed Machining Prerequisites
Finding the right CAM system is a good place to start. High-speed machining also requires high-performance cutting tools. Extremely accurate toolholders should be used, along with a CNC capable of high-speed contouring. Having an open mind is also a good idea. Here are some other things to consider in any high-speed machining strategy:
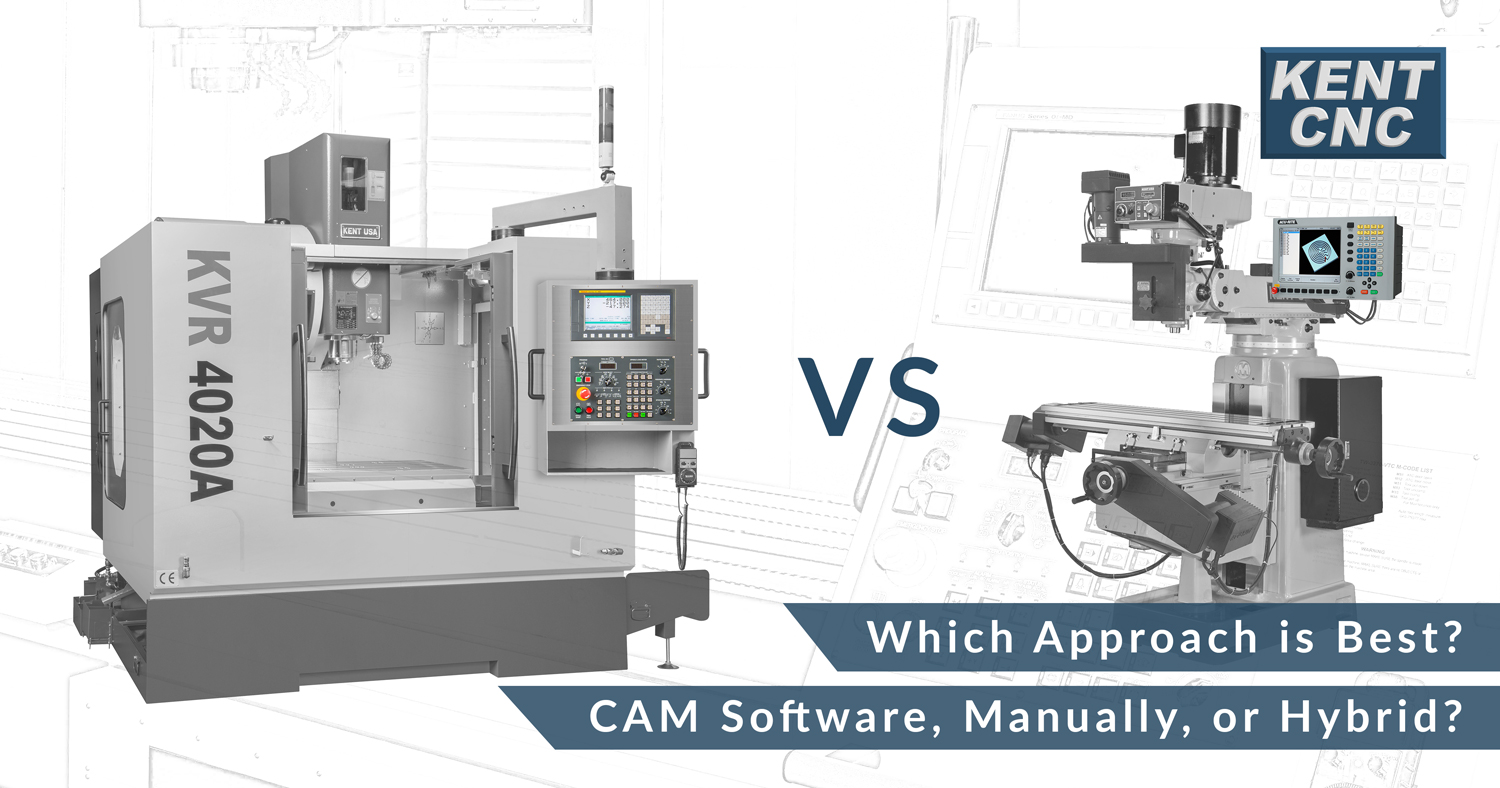
The Right Machine
High-speed machining works best on a machine with linear guideways and a chilled spindle. This allows the machine to not only feed faster than other machine tools, but run round the clock at high RPM. With more than 18,000 machines in the field, Kent CNC’s KVR-series vertical machining centers are an excellent example of what’s needed for success.
The Right Control
To feed fast, the control has to keep up. This is why Kent CNC equips its KVR series verticals with FANUC controllers and the industry-renowned AICC high-speed machining function. The technical details are beyond the scope of this article, but any of Kent CNC’s application engineers will be happy to explain this powerful control feature.
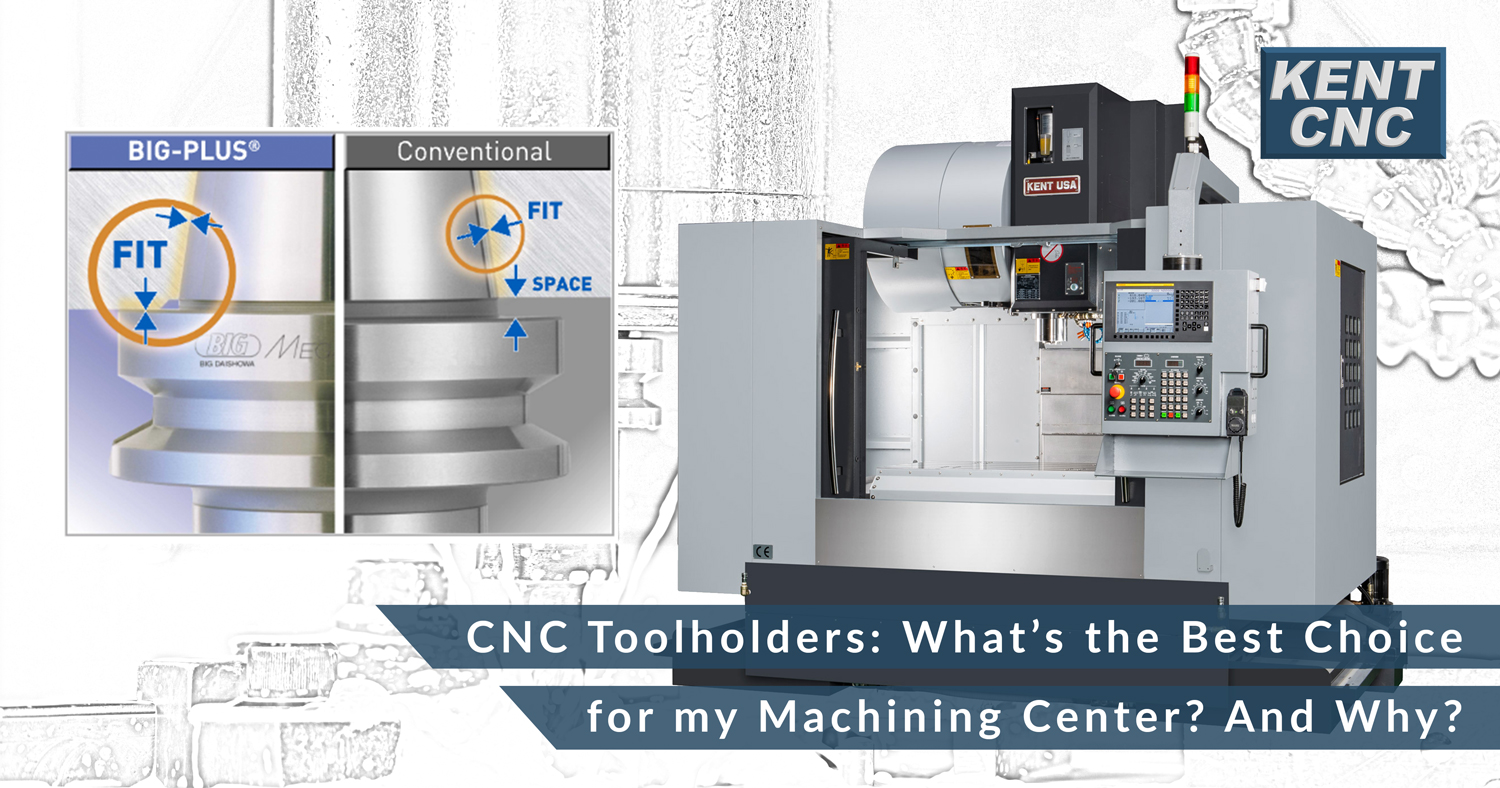
The Right Toolholders
When rotating tools at high spindle speeds, balance is critical. Kent USA recommends using a high-quality shrink fit or mechanical toolholder. Be sure to balance the cutting tool, toolholder, and retention knob as an assembly. And remember, when shopping for a tool balancer, consider one with presetting capabilities. It’s a great way to reduce setup time.
The Right Cutters
Light stepovers and feedrates in the hundreds of inches per minute range require solid carbide or indexable cutters that can clear chips quickly. Keep chatter to a minimum. Cutters should also be able to withstand the extreme heat and cutting forces associated with modern metal removal. Again, Kent USA’s applications department is happy to make recommendations on this and other aspects of high speed/high feed milling.
As mentioned earlier, the right CAM system is a prerequisite to efficient metal removal. Educate yourself on terms like trochoidal milling, plunge roughing, stock remaining, slicing, and so on. When ready, select the three or four vendors who seem knowledgeable and responsive, then bring them a couple test parts to program. It’s feeding time!


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}